|
Чаще всего отказы двигателя случаются из-за неисправностей поршня: прогорает днище, кольца, появляются задиры боковой поверхности юбки и, наконец, поршень попросту изнашивается. Материал "правильного" поршня должен выдерживать большие температуры (нагрев днища достигает 300°С), минимально расширяться при нагреве, быстро отводить тепло к стенкам цилиндра и при этом обладать достаточной износостойкостью. Однако долговечность поршня зависит не только от того, из какого материала он сделан, важно, насколько точно соблюдена его геометрия. Чтобы компенсировать неравномерный нагрев различных участков поршня по высоте, применяют поршни с конусным или бочкообразным профилем юбки. А компенсация деформаций от действия сложного набора сил осуществляется за счет овальности поперечного сечения юбки.
Поршни для большинства серийных аппаратов изготавливают литьем в специальные формы (кокили). Полученные заготовки обрабатывают сначала термически, а затем на специальных станках. Эта технология несколько дешевле, чем изотермическая штамповка, которую используют при изготовлении тюнинговых и спортивных деталей. Оговоримся сразу: требования к тем или иным поршням могут сильно различаться. Для спортивных мотоциклов допустимо использование максимально облегченных поршней - они работают одну гонку, но на предельных нагрузках. Владелец обычного аппарата вправе рассчитывать на долговечность детали, даже за счет некоторой потери мощности двигателя.
Чтобы судить о том, насколько конструкции и материалы имеющихся в продаже изделий соответствуют своему назначению, мы приобрели 15 различных поршней для отечественной мототехники и иномарок. Каких-либо измерений при покупке не проводили. У всех продавцов интересовались, заводского ли изготовления поршень или кустарного. Неизменно слышали: "Конечно, заводского". Лишь один поршень для "Урала" изготовлен способом изотермической штамповки (ковки), его мы взяли в московской фирме "Автотехнология" (МГТУ "МАМИ").
На всех поршнях, за исключением двух отечественных (для "Пилота" и кованного для "Урала"), присутствуют литьевые логотипы и маркировки заводов-изготовителей. Так должно быть по госстандарту (впрочем, на поршнях 50-кубовой техники допускается маркировку не делать).
 Осмотр внешнего вида деталей сразу разделил их на две группы. В первую вошли все поршни импортного производства и Несколько отечественных - ниже в перечне они под №№ 4, 5, 6, 7, 11 и 15. Чистота литья и обработки поверхностей радовала взгляд. Недоумение вызвала шероховатость поверхности донышка поршня китайского производства (№ 13) - все-таки предпочтительно, чтобы поверхность была полированной. Вторую группу составили поршни отечественного производства №№ 2, 3, 8, 9 и 10. Их внешний вид похуже. На обработанных поверхностях, особенно в канавках под поршневые кольца, заметны следы обработки резцом, заусенцы в отверстиях под поршневой палец. Особенно "отличился" поршень № 2, в котором часть сливных отверстий второго маслосъемного кольца оказалась почти полностью закрыта литьевым облоем. По-хорошему, его надо обламывать жалом отвертки. Неприятное впечатление вызвали грубые, с заусенцами переходы от донышка к боковым поверхностям у поршней № 2 и 3 и косо просверленные сливные отверстия под маслосъемными кольцами поршней № 8 и 9 . Поршень для двигателя "Пилота" № 10 был бы всем хорош, если бы на его юбке у поршневого пальца не были бы заметны пятна - следствие неравномерной обработки резцом. Проверили, как располагаются поршневые кольца в своих канавках. Ведь если канавка окажется значительно шире сидящего в ней кольца, оно деформируется, начнет задирать зеркало цилиндра и будет само интенсивно изнашиваться. С таким поршнем кольца выйдут из строя через 5-10 тыс. км пробега.
Вооружившись новыми оригинальными кольцами, "прокатали" их в канавках поршней, чтобы проверить, нет ли "закусываний". Ни на одном из 15 поршней подобного дефекта не обнаружилось. Далее установили поршневые кольца в их канавки и, используя набор плоских щупов, проверили зазоры по всему периметру колец и канавок. Превышения зазоров более 0,05 мм не обнаружились. Не вполне приятное впечатление оставили поршни тяжелых мотоциклов: плохое качество обработки канавок не позволяет однозначно утверждать, что формирует зазор - кольцо и стенка канавки или кольцо и заусенцы, оставшиеся от резца. Проверили, разумеется, и сопряжение нового поршневого пальца с посадочным отверстием. И вновь "отличились" поршни оппозитов: палец входил в отверстие с переменным усилием. Это свидетельствует о халтурной обработке поверхности отверстия.А ведь в этой зоне предусматривается обработка до высокой чистоты поверхности и класса точности! Можно утверждать, через непродолжительное время, как минимум, неприятный стук поршневого пальца будет обеспечен.
Следующий этап экспертизы провели при помощи измерительных приборов - кругломера и оптиметра. Они позволяют с большой точностью исследовать геометрию каждого поршня и сравнить результаты со средними или заводскими значениями зазоров в цилиндро-поршневой группе. При оценке были приняты наиболее характерные величины зазоров: в зоне контакта поршневых колец с цилиндром - 0,16-0,25 мм, между верхней частью юбки и цилиндром - 0,08-0,12 мм, в нижней части юбки - 0,03-0,06 мм. Диаметр нижней части поршня в плоскости качания шатуна должен быть больше диаметра в плоскости оси поршневого пальца на 0,06-0,08 мм. Итак, что показали измерения?
№1 ("Поларис"). Юбка имеет овальность, которая постепенно увеличивается в нижней части поршня. Профиль поршня бочкообразный, соответствует рекомендуемым значениям. Оценка - поршень пригоден к эксплуатации.
№ 2 ("Днепр") в обычном исполнении. Присутствует овальность юбки поршня, но более 1 мм (предела измерения прибора не хватило). Юбка поршня практически цилиндрическая, конус или бочка не прослеживаются. Ясно, что при нагреве в процессе эксплуатации поршень примет корсетообразную форму. Если он сразу не заклинит, то только благодаря запредельной овальности юбки поршня. Оценка - поршень непригоден к эксплуатации.
№ 3 ("Днепр"), экспортное исполнение. Присутствует овальный профиль с двумя впадинами - холодильниками в зоне поршневых пальцев. Юбка имеет слабую конусность, в пределах 0,04 мм. Геометрия поршня несколько лучше, чем у № 2, но все равно неудовлетворительная. Оценка - поршень непригоден к эксплуатации.
№4 ("Иж-Юпитер 5"). Имеет овальность нижней части юбки, соответствующую заводским чертежам. Но профиль поршня корсе-тообразный (юбка поршня вогнута внутрь). Это брак обработки: поршень был сильно сжат в станке и деформировался, юбку поршня выдавило наружу, а после обработки в этом месте образовалась впадина. Прогнозировать работоспособность поршня невозможно. Явная некондиция, поступившая в продажу. Оценка - поршень непригоден к эксплуатации.
Рост размеров поршня после 10-часовых термических нагрузок (195+5 град.).
№5 ("Муравей"). Отлично выполненный поршень, присутствуют овальность и бочкообразность, совпадающие с заводскими чертежами. Оценка - поршень пригоден к эксплуатации.
№ 6 ("Восход ЗМ"). Как и в предыдущем случае, присутствует овальность и классическая бочка, соответствующие заводским чертежам. Оценка - поршень пригоден к эксплуатации.
№ 7 ("Минск"). Поршень имеет профиль конуса, совпадающий с заводским чертежом, овальность отсутствует, юбка поршня цилиндрическая. Кстати, на заводских чертежах овальность тоже не указана. Видимо, тепловое расширение юбки поршня компенсируется двумя большими окнами, расположенными ниже поршневого пальца. Оценка - поршень пригоден к эксплуатации.
№8 ("Урал") в экспортном исполнении. Юбка поршня в форме грубого овала с холодильником с одной стороны в зоне поршневого пальца, вместо бочки поршень имеет вид двух конусов, один - сужающийся к зоне поршневых колец, другой к низу юбки. Прогнозировать работоспособность поршня не представляется возможным. Явно не оригинальное изделие. Оценка - поршень непригоден к эксплуатации.
№ 9 («Урал») в обычном исполнении. Юбка поршня овальная, но более 1 мм, и предела шкалы измерителя не хватает, присутствуют два холодильника в зоне поршневых пальцев. Вместо бочки или конуса какая-то ломаная поверхность, с провалами до 0,06 мм, дать характеристику которой просто невозможно. Видимо, изготовитель рассчитывал на то, что поршень не заклинит из-за огромной овальности юбки, а потребитель гарантированно получит пригары и задиры. Оценка - поршень непригоден к эксплуатации.
№10 ("Пилот"). Имеет отлично выполненный конус с двумя холодильниками в зоне поршневых пальцев, соответствующий заводскому чертежу. Наличие овала установить не удалось. Подтвердилось наше предположение о том, что при обработке поверхности юбки поршень был установлен в станке не соосно относительно оси вращения. Бракованый поршень, но заводского изготовления, каким-то образом попавший в продажу. При установке в двигатель ждет плачевный результат - повышенный шум, вибрации и быстрый износ цилиндро-поршневой группы. Оценка - поршень непригоден к эксплуатации.
№ 11 ("Урал") кованый (изотермическая штамповка), "Автотехнология". Претензий к геометрии поршня нет: овальность и бочкообразность соответствуют средним нормам. Выполнены два холодильника в зоне поршневого пальца. Поршень пригоден к эксплуатации.
№ 12 (поршень для скутера), изготовитель - фирма "Полини", Италия. Отлично выполненный профиль овала, причем низ юбки имеет сложную форму, близкую к ромбической. Подобная геометрия формирует идеальное пятно контакта между юбкой и цилиндром, снижает потери на трение и увеличивает ресурс поршня. В районе поршневого пальца выполнены два холодильника. Боковой профиль юбки представляет собой качественно выполненный конус. Параметры геометрии поршня вписываются в рекомендуемые величины зазоров цилиндро-поршневой группы. Оценка - поршень пригоден к эксплуатации.
№ 13 (поршень для скутера), производство "Пистон", Китай - хорошо выполненная овальная юбка и бочкообразный профиль, соответствующие рекомендуемым величинам зазоров цилиндро-поршневой группы. Оценка - поршень пригоден к эксплуатации.
№ 14 (поршень для скутера), производство "Полини", Италия. Качественно выполненная овальная юбка поршня, боковой профиль - конус. Размеры соответствуют рекомендуемым величинам зазоров цилиндро-поршневой группы. Оценка - поршень пригоден к эксплуатации.
№ 15 ("Сова"). Овальность юбки и профиль бочки поршня совпадают с заводскими чертежами. Оценка - поршень пригоден к эксплуатации.
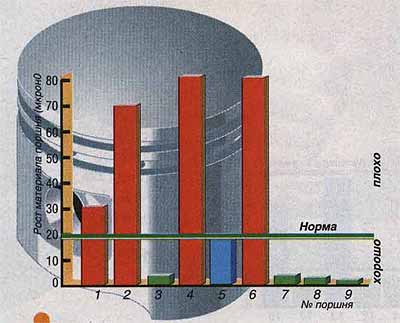
График 2. Рост размеров поршня после 10-часовых термических нагрузок (по данным А, Ляшенко): №1 - «Муравей 2М» (АО «Росальто», г. Лермонтов); №2 - «Иж-Ю5» (АО «Росальто»); №3 -«Минск» (неизвестный производитель); №4 - «Муравей 2М» (АО «Росальто», другого года выпуска); №5 - «Восход ЗМ» (г. Ковров); №6 - «Рига-16» (г. Ростов, неизвестный производитель); №7 - «Минск» (г. Минск); №8 - «CZ-516» (неизвестный производитель); №9 - «Хонда CR250R» (Япония).
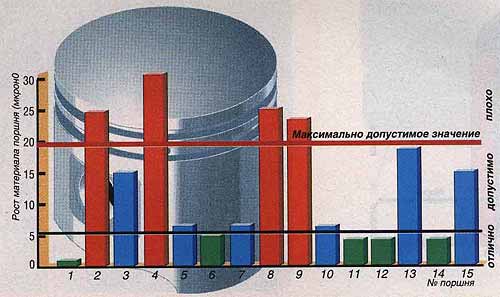
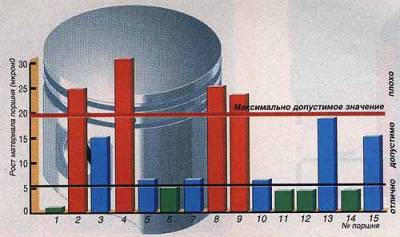
Твердость материалов поршневого сплава характеризует устойчивость поршня к износу. Общепринято измерять твердость на специальном приборе по шкале Бринеля (обозначается в единицах НВ). Для четырехтактных двигателей твердость материала нового поршня должна быть в пределах 85-95 ед. НВ, для двухтактных желательна твердость повыше - 110-120 ед. НВ. Результаты измерений и оценки приведены в таблице 1. Еще одним критерием пригодности материала (и ресурса поршня) служат испытания на искусственное старение или "рост" при долговременном температурном воздействии. Изделие помещается на 10 часов в термокамеру при постоянном нагреве до 195 ± 5°С с последующим остыванием в течение суток. Так имитируется длительная эксплуатация поршня в двигателе. Для бензиновых двигателей характерны минимальные зазоры между цилиндром и юбкой поршня 40-60 микрон. Поэтому желательно, чтобы материал не имел каких-либо остаточных деформаций, т. е. его диаметр не увеличивался бы более чем на 10-20 микрон. В противном случае неизбежны подклинивание поршня при его движении, снижение ресурса деталей или, в лучшем случае, потеря мощности двигателя на 15-20%. Результаты испытаний поршней на "рост" приведены на графике 1. По нашей просьбе один из постоянных авторов "Мото" Андрей Ляшенко провел схожие испытания 11 поршней. Но при более высоких температурах - до 250°С. Это соответствует длительной работе двигателя в режиме постоянных перегрузок. Его результаты и оценка представлены на графике 2.
Вывод: можно однозначно утверждать, что наряду с качественными образцами, встречаются поршни явно кустарного производства, отлитые из некачественных сплавов, «рост» которых запредельно превышает допустимые нормы. Понятно, что твердость материала поршня и его «рост» напрямую связаны с химсоставом материала поршня. На всех мотозаводах применяют либо высокопрочные специальные сплавы, либо стандартизированные поршневые алюминиевые сплавы (например, КС-740). Чтобы обеспечить прочность (кстати, требования к мотоциклетным двухтактным поршням выше, чем к автомобильным и даже танковым), добавляют легирующие присадки. Главная из них - кремний (Si), которого должно быть в пределах 16,5-19% (в четырехтактных нормируется 10-12%). Поэтому даже прекрасные во всех других случаях алюминиевые сплавы Д16Т или В95 для мотоциклетных поршней нежелательны. И уж тем более неприемлемы сплавы, полученные путем переплавки отработанных автомобильных деталей, а похоже именно из таких материалов были изготовлены некоторые из наших образцов. Результаты химического анализа обследуемых поршней и их оценка приведены в таблице 3. Выводы проведенной экспертизы малоутешительны: прилавки рынков и магазинов заполнила некачественная самопальная продукция. Правда, от этого пока страдают в основном владельцы оппозитов. Впрочем, есть другой путь - искать не фирменный поршень, а тот, что делают в фирмах, специализирующихся на тюнинговой продукции. Такие компании сейчас есть. Заказанный в них поршень обойдется дороже (примерно $20-50), но он надежнее, и потом вам будет к кому обратиться с претензией в случае брака.
Поршни легких мотоциклов («Минск», «Восход», «Сова»), видимо, не подделывают. Они дешевы, имеется достаточное их количество заводского изготовления, а сами мотоциклы не попали в престижную категорию, как оппозиты. Однако и среди этих изделий попадается брак. Особо обидно за «Пилотов» - этим машинам, как никаким другим, нужны прочные поршни. К слову, самый высококремнистый сплав (до 22,5%) применялся в поршнях к 50-кубовым «Ш-51,... 58». К тому же ресурс «полтинников» всегда ниже, чем у мотоциклов, а значит, поршни приходится менять часто. Владельцам иномарок можно пока не беспокоиться - их машин пока слишком мало, чтобы кто-то в России занялся изготовлением деталей к ним. В худшем случае привезут продукцию из Кореи или Китая, в этих странах, как показала экспертиза (образец № 13), делают не так плохо. И все же лучше всего купить фирменную деталь у внушающего доверие дилера.
Редакция признательна специалистам Ковровского, Ижевского, Тульского и Ирбитского мотозаводов за предоставленные чертежи поршней и консультации.
Особая благодарность заслуженному деятелю науки и техники РСФСР, профессору И. Я.Райкову и кандидату технических наук И.Н.Федоренко за помощь в проведении инструментальной экспертизы.
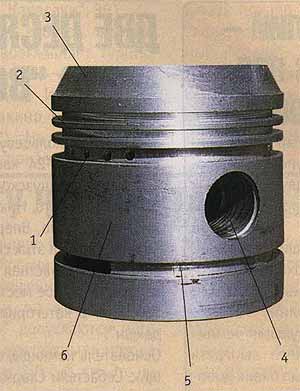
Признаки халтуры (поршень №2, «Днепр»): 1 - косо просверленные отверстия; 2 - заусенцы в канавках; 3 - следы резца; 4 - грубо обработанная поверхность; 5 - облой, закрывающий маслосливные отверстия; 5 - профиль юбки не бочкообразный и даже не прямой, а ломаный. «По щучьему велению» самый лучший из поршней - от «Полариса».
|
Результаты химического анализа поршней и оценка их качества |
|
№ поршня |
Присадки и примеси, % |
Оценка поршневого сплава |
|
кремний |
цинк |
свинец |
|
1 |
19,1 |
0,11 |
0,025 |
Поршневой сплав |
|
2 |
7,1 |
1,8 |
0,15 |
Не поршневой сплав; мало кремния, а цинка и свинца выше нормы |
|
3 |
9,5 |
1,5 |
0,14 |
Не поршневой сплав; мало кремния, а цинка и свинца выше нормы |
|
4 |
14,2 |
0,08 |
0,038 |
Поршневой сплав, но кремния немного ниже нормы |
|
5 |
15,8 |
0,1 |
0,1 |
Поршневой сплав |
|
6 |
17,1 |
0,12 |
0,05 |
Поршневой сплав |
|
7 |
13,2 |
0,08 |
0,041 |
Поршневой сплав, но кремния немного ниже нормы |
|
8 |
11,0 |
1,4 |
0,13 |
Не поршневой сплав: цинка и свинца выше нормы |
|
9 |
6,02 |
1,78 |
0,14 |
Не поршневой сплав: мало кремния, а цинка и свинца выше нормы |
|
10 |
17,5 |
0,08 |
0,04 |
Поршневой сплав |
|
11 |
12,0 |
0,5 |
0,1 |
Поршневой сплав |
|
12 |
18,2 |
0,026 |
0,025 |
Поршневой сплав |
|
13 |
13,2 |
0,09 |
0,15 |
Поршневой сплав, но кремния немного ниже нормы |
|
14 |
18,3 |
0,025 |
0,027 |
Поршневой сплав
|
|
Результаты измерений и оценка твердости материала поршня |
|
№ поршня |
Тип двигателя |
Твердость, ед. НВ |
Оценка |
|
1 |
2-тактный |
130 |
Отлично |
|
2 |
4-тактный |
80 |
Плохо |
|
3 |
4-тактный |
107 |
Хорошо |
|
4 |
2-тактный |
120 |
Хорошо |
|
5 |
2-тактный |
98 |
Плохо |
|
6 |
2-тактный |
116 |
Хорошо |
|
7 |
2-тактный |
105 |
Плохо |
|
8 |
4-тактный |
115 |
Хорошо |
|
9 |
4-тактный |
96 |
Хорошо |
|
10 |
2-тактный |
115 |
Хорошо |
|
11 |
4-тактный |
135 |
Отлично |
|
12 |
2-тактный |
122 |
Хорошо |
|
13 |
2-тактный |
120 |
Хорошо |
|
14 |
2-тактный |
130 |
Отлично |
|
15 |
2-тактный |
120 |
Хорошо |
Содержание остальных присадок и примесей (никель, медь, марганец и железо) у всех поршней в пределах нормы.
|